Лекция содержит материал о классификации зубообрабатывающих станках, применяемом инструменте, движениях, устройстве зубодолбежных, зубофрезерных и других станках
Создайте Ваш сайт учителя Курсы ПК и ППК Видеоуроки Олимпиады Вебинары для учителей
Лекция "Зубообрабатывающие станки"
Вы уже знаете о суперспособностях современного учителя?

Тратить минимум сил на подготовку и проведение уроков.

Быстро и объективно проверять знания учащихся.

Сделать изучение нового материала максимально понятным.

Избавить себя от подбора заданий и их проверки после уроков.

Наладить дисциплину на своих уроках.

Получить возможность работать творчески.
Просмотр содержимого документа
«Лекция "Зубообрабатывающие станки"»
Тема: «Зубообрабатывающие станки»
Классификация и назначение. Станки для обработки и изготовления зубчатых колес в зависимости от способа обработки и применяемого инструмента делятся на:
- зубодолбежные,
-зубофрезерные,
-зубострогальные,
-зубопротяжные,
-зубошевинговальные,
-зубошлифовальные,
-зубопритирочные,
-зубохонинговальные,
-зубозакругляюшие.
По назначению зубообрабатывающие станки подразделяют на станки:
- для нарезания цилиндрических колес с прямыми зубьями,
- для нарезания цилиндрических колес с косыми зубьями,
- для нарезания цилиндрических колес с шевронными зубьями,
-для нарезания червячных колес, зубчатых реек,
- для нарезания конических колес (прямозубых и с криволинейными зубьями),
- для нарезания шлицевых валов.
Зубообрабатывающие станки работают либо по методу копирования, либо по методу обката (огибания). Последний метод — наиболее производительный и точный. В массовом производстве применяются специальные высокопроизводительные зубообрабатывающие станки, работающие по методу копирования. Эти станки оснащены специальным режущим инструментом для обработки зубчатого колеса только определенной конструкции и размера.
Зубодолбежные станки
Зубодолбежный станок работает по методу обката, воспроизводя зацепление двух зубчатых колес, одно из которых является заготовкой, а другое — режущим инструментом (долбяком). За один оборот долбяка заготовка должна повернуться на угол, сопутствующий их передаточному отношению zд/zк где zд — число зубьев долбяка, a zK — число зубьев обрабатываемого зубатого колеса.

Рисунок 1 - Долбя к (а) и схема нарезания косозубого колеса (б): 1 — косозубое колесо; 2, 3 — направляющие (копиры); 4 — штоссель; 5 — дол с косыми зубьями
Станки с долбяком обрабатывают прямые и косые зубья цилиндрических колес для наружного внутреннего зацепления: блок зубчатых колес и зубчатых муфт, реек, секторов, храповиков и других аналогичных деталей.
Главное движение долбяка — возвратно-поступательное относительно заготовки: при движении долбяка вниз совершается рабочий ход (направление Dr), при движении долбяка вверх - вспомогательный.
Во время обратного вспомогательного хода долбяк отводится от заготовки, что необходимо, так как усилия резания при перебеге становятся равными нулю, упругие отжатия узлов восстанавливаются и при обратном ходе штосселя долбяк испортит сработанную поверхность зубьев.
При рабочем ходе долбяку постепенно сообщается движение резания в радиальном направлении на полную высоту зуба, после чего заготовка должна еще совершить полный оборот — это движение называют движением радиальной подачи DSp. Радиальная подача осуществляется либо от дисковых кулачков, либо от клинового копира, перемещающегося от гидроцилиндра.
Станок работает в полуавтоматическом режиме. Заготовку закрепляют вручную, на счетчике 5 устанавливают число обрабатываемых зубьев; далее цикл обработки автоматический. Счетчик 5 фиксирует полный оборот стола с изделием в автоматическом цикле при чистовых и черновых проходах. На станке предусмотрена возможность ручного поворота шпинделя 20 долбяка за квадрат 12.

Рисунок 2 - Зубодолбежный станок: 1 — станина; 2 — гидропривод; 3 — дроссель; 4, 6, 7, 9, 13, 15, 17 — рукоятки; 5 — счетчик; 8 — коробка скоростей; 10 — гитара деления; 11 — коробка подач; 12, 18, 25 — квадраты ручного поворота; 14 — штоссель; 16 — шкала 19 — упор; 20 — шпиндель долбяка; 21 — долбяк; 22 — пульт управления, 23 — нониус; 24 — стол

Рисунок 3 - Зубодолбежный станок модели Yichang YK5150D
Зубофрезерные станки
Одним из наиболее распространенных видов зуборезного оборудования благодаря высокой производительности и универсальности являются зубофрезерные станки. Они позволяет обрабатывать цилиндрические колеса с прямыми и винтовые зубьями, червячные колеса, звездочки цепных передач, храповики и др. В зависимости от расположения оси заготовки станки делятся на горизонтальные и вертикальные.
Формообразование цилиндрического зубчатого колеса осуществляется методом обката. При обработке воспроизводи' червячное зацепление, один из элементов которого (червяк) режущий инструмент (червячно-модульная фреза), а друг (червячное колесо) — заготовка.

Рисунок 4. - Принципиальные схемы нарезания прямозубого (а), червячного (б. д). косозубого (в) цилиндрических зубчатых колес червячно-модульной фрезой и схема формирования угла наклона зуба (г): 1 — червячно-модульная фреза; 2 — заготовка (колесо); ix и iф — передаточные отношения гитары обкатки и дифференциальной гитары; λ — угол установки шпинделя фрезы; α — угол наклона винтовой линии фрезы; ß — угол наклона винтовой линии нарезаемого колеса
Зубофрезерный полуавтомат вертикальной компоновки показан на рисунке 4. На станине 1 закреплена стойка 8, по направляющим которой в вертикальном направлении перемещается каретка 11 с суппортом 13, несущим фрезу 24. В станине 1 в нише, закрытой дверцами 2, размещаются сменные зубчатые колеса для настройки главного движения. Электродвигатель вращает стол 17 с нарезаемым колесом (заготовкой) 23 и инструментальный шпиндель с червячной фрезой 24.
В станине находятся конвейер стружки с отдельным приводом и резервуар для СОЖ, откуда жидкость подается насосом в зону обработки.
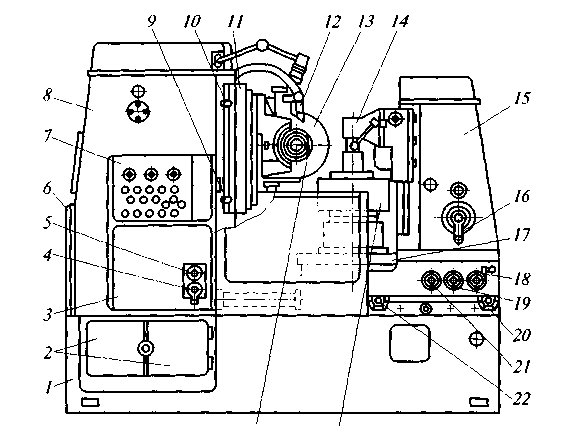
Рисунок 5 - Зубофрезерный полуавтомат:
1— станина; 2 — дверцы; 3 — коробка передач: 4, 18 — рукоятки; 5, 19 квадраты; 6 — крышка; 7 — пульт управления; 8, 15 — стойки; 9, 10, 20, 22 , упоры: 11 — каретка; 12, 16— краны; 13 - суппорт; 14 — поворотный кронштейн; 17 — стол; 21 — валик; 23 — заготовка; 24 — червячная фреза
Зубострогальные станки
Зубострогальные станки работают по методу обката. Обработка заготовки осуществляется впадиной производящего колеса, которую образуют два резца. Резцы получают главное возвратно-поступательное движение от ползунов, которые крепятся на люльке. Ползуны устанавливают под углом λ1, соответствующим углу расположения впадины зубьев на коническом колесе. Люлька получает возвратно-вращательное движение.
На станке производится черновое и чистовое нарезание прямозубых конических коле Основные узлы станка: станина коробчатой формы, внутри которой размешены механизмы и электрооборудование станка; передняя бабка с люлькой, на суппорте которой с помощью шкал и установочных приспособлений закрепляют резцы в определенном положении. Заготовку базируют на оправке, устанавливаемой в шпинделе бабки изделия с помощью патрона с гидроприводом. На столе станка расположена поворотная плита, на которой установлена бабка изделия.
Станок работает следующим образом. Нажатием кнопки «Пуск» последовательно обеспечивается быстрый подвод нарезаемого колеса, включение возвратно-поступательного движения суппортов, несущих резцы, вращение нарезаемого колеса и люльки. По окончании обработки зуба нарезаемое колесо выводится из зацепления, люлька начинает вращаться в обратном направлении, а нарезаемое колесо продолжает вращаться в ту; сторону, что и при рабочем ходе, поворачиваясь на заданное число пропускаемых зубьев — происходит деление (поворот) заготовки. По окончании вспомогательного (обратного) хода люльки цикл повторяется.

Рисунок - Зубофрезерный станок с ЧПУ модели HOTA HGH-180.
Контрольные вопросы
1.Каким режущим инструментом обрабатываются зубчатые колеса по методу обката?
2.Какие движения настраиваются на зубофрезерном станке при обработке цилиндрического косозубого колеса?
3. Можно ли на зубодолбежном станке обрабатывать косозубое колесо?
4. Назовите кинематические цепи, которые необходимо настроить, чтобы обработать червячное колесо на зубофрезерном станке.
5. Расскажите об устройстве зубострогального станка для нарезания конических прямозубых колес.
6. Какие зубоотделочные станки вы знаете?








Полезное для учителя


Распродажа видеоуроков!

1480 руб.
2110 руб.

1480 руб.
2110 руб.

1570 руб.
2240 руб.

1850 руб.
2640 руб.
Курсы ПК и ППК для учителей!

800 руб.
4000 руб.

800 руб.
4000 руб.

2760 руб.
13800 руб.

800 руб.
4000 руб.
ПОЛУЧИТЕ СВИДЕТЕЛЬСТВО МГНОВЕННО
* Свидетельство о публикации выдается БЕСПЛАТНО, СРАЗУ же после добавления Вами Вашей работы на сайт
Удобный поиск материалов для учителей
Проверка свидетельства