Практическая работа предназначена для закрепления теоретических знаний и направлена на формирование умений выбора средств измерения и контроля.
Создайте Ваш сайт учителя Курсы ПК и ППК Видеоуроки Олимпиады Вебинары для учителей
Практическая работа по дисциплине "Метрология, стандартизация и сертификация" по теме "Выбор измерительного средства"
Вы уже знаете о суперспособностях современного учителя?

Тратить минимум сил на подготовку и проведение уроков.

Быстро и объективно проверять знания учащихся.

Сделать изучение нового материала максимально понятным.

Избавить себя от подбора заданий и их проверки после уроков.

Наладить дисциплину на своих уроках.

Получить возможность работать творчески.
Просмотр содержимого документа
«Практическая работа по дисциплине "Метрология, стандартизация и сертификация" по теме "Выбор измерительного средства"»
ПРАКТИЧЕСКАЯ РАБОТА № 3
Тема: Выбор измерительного средства.
Цель: 1. Изучить основные правила при выборе средств измерений;
2. Научиться выбирать средства измерения для линейных размеров.
Оборудование: 1. Листы формата А4 с рамкой на 15 мм;
2. Рабочий чертеж детали;
3. Карандаш;
4. Линейка;
5. Ластик;
6. Ручка;
7. Конспект лекций.
Ход работы
1. Ознакомиться с рабочим чертежом детали;
2. Выбрать измерительное средство для контроля всех поверхностей детали;
3. Произвести ориентировочный и уточненный выбор измерительного средства для контроля изделия, имеющего заданный размер и поле допуска;
4. Заполнить сводную таблицу 1.
Приложение 1
Сводная таблица
| Наименование детали |
| |||||
| Заводской № детали |
| |||||
| Предприятие изготовитель |
| |||||
| Контролируемые параметры детали | ||||||
| Обозначение на чертеже | Номинальный размер | Квалитет | Отклонения, мкм | Допуск, мкм | Допустимая погрешность измерения, мкм | |
|
|
|
|
|
|
| |
|
|
|
|
|
|
| |
| Метрологические характеристики СИ | ||||||
| Средство измерения | Условное обозначение | Интервал измеряемых размеров, мм | Предел измерения, мм | Цена деления шкалы, мкм | Предельная погрешность СИ, мкм | |
|
|
|
|
|
|
| |
|
|
|
|
|
|
| |
Примеры расчета
1. Выбрать измерительное средство для контроля вала 90 f7.
Решение: производим выбор измерительного средства. По таблице допусков и посадок определяем допуск вала: для d = 90 мм в седьмом квалитете находим IT 7 = Td = 35 мкм = 0,035 мм.
Зная диаметр и допуск, по рисунку 1 принимаем для контроля микрометр с ценой деления 0,01 мм.
2. Выбрать измерительное средство для контроля отверстия 60 Н11.
Решение: находим допуск отверстия по таблице допусков и посадок TD = IT11 = 190 мкм = 0,19 мм. Затем по заданному диаметру отверстия и найденному допуску с помощью рисунка 2 выбираем для контроля штангенциркуль с ценой деления 0,02 мм.
Приложение 2
Допустимые отклонения линейных размеров до 500 мм по ГОСТ 8.051-81, мкм
| Интервалы номинальных размеров, мм | Для квалитетов | |||||||||||||
| 2-го | 3-го | 4-го | 5-го | 6-го | 7-го | 8-го | ||||||||
| IT | σ | IT | σ | IT | σ | IT | σ | IT | σ | IT | σ | IT | σ | |
| До 3 | 1,2 | 0,4 | 2,0 | 0,8 | 3,0 | 1,0 | 4,0 | 1,4 | 6,0 | 1,8 | 10 | 3,0 | 14 | 3,0 |
| Св. 3 до 6 | 1,5 | 0,6 | 2,5 | 1,0 | 4,0 | 1,4 | 5,0 | 1,6 | 8,0 | 2,0 | 12 | 3,0 | 18 | 4,0 |
| Св. 6 до 10 | 1,5 | 0,6 | 2,5 | 1,0 | 4,0 | 1,4 | 6,0 | 2,0 | 9,0 | 2,0 | 15 | 4,0 | 22 | 5,0 |
| Св. 10 до 18 | 2,0 | 0,8 | 3,0 | 1,2 | 5,0 | 1,6 | 8,0 | 2,8 | 11 | 3,0 | 18 | 5,0 | 27 | 7,0 |
| Св. 18 до 30 | 2,5 | 1,0 | 4,0 | 1,4 | 6,0 | 2,0 | 9,0 | 3,0 | 13 | 4,0 | 21 | 6,0 | 33 | 8,0 |
| Св. 30 до 50 | 2,5 | 1,0 | 4,0 | 1,4 | 7,0 | 2,4 | 11 | 4,0 | 16 | 5,0 | 25 | 7,0 | 39 | 10,0 |
| Св. 50 до 80 | 3,0 | 1,2 | 5,0 | 1,8 | 8,0 | 2,8 | 13 | 4,0 | 19 | 5,0 | 30 | 9,0 | 46 | 12,0 |
| Св. 80 до 120 | 4,0 | 1,6 | 6,0 | 2,0 | 10 | 3,3 | 15 | 5,0 | 22 | 6,0 | 35 | 10,0 | 54 | 12,0 |
| Св. 120 до 180 | 5,0 | 2,0 | 8,0 | 2,8 | 12 | 4,0 | 18 | 6,0 | 25 | 7,0 | 40 | 12,0 | 63 | 16,0 |
| Св. 180 до 250 | 7,0 | 2,8 | 10 | 4,0 | 14 | 5,0 | 20 | 7,0 | 29 | 8,0 | 46 | 12,0 | 72 | 18,0 |
| Св. 250 до 315 | 8,0 | 3,0 | 12 | 4,0 | 16 | 5,0 | 23 | 8,0 | 32 | 10,0 | 52 | 14,0 | 81 | 20,0 |
| Св. 315 до 400 | 9,0 | 3,0 | 13 | 5,0 | 18 | 6,0 | 25 | 9,0 | 36 | 10,0 | 57 | 16,0 | 89 | 24,0 |
| Св. 400 до 500 | 10,0 | 4,0 | 15 | 5,0 | 20 | 6,0 | 27 | 9,0 | 40 | 12,0 | 63 | 18,0 | 97 | 26,0 |
| Интервалы номинальных размеров, мм | Для квалитетов | ||||||||||||||||||||
| 9-го | 10-го | 11-го | 12-го | 13-го | 14-го | 15-го | |||||||||||||||
| IT | σ | IT | σ | IT | σ | IT | σ | IT | σ | IT | σ | IT | σ | ||||||||
| До 3 | 25 | 6 | 40 | 8 | 60 | 12 | 100 | 20 | 140 | 30 | 250 | 50 | 400 | 80 | |||||||
| Св. 3 до 6 | 30 | 8 | 48 | 10 | 75 | 16 | 120 | 30 | 180 | 40 | 300 | 50 | 480 | 100 | |||||||
| Св. 6 до 10 | 36 | 9 | 58 | 12 | 90 | 18 | 150 | 30 | 220 | 50 | 360 | 80 | 580 | 120 | |||||||
| Св. 10 до 18 | 43 | 10 | 70 | 14 | 110 | 30 | 180 | 40 | 270 | 60 | 430 | 90 | 700 | 140 | |||||||
| Св. 18 до 30 | 52 | 12 | 84 | 18 | 130 | 30 | 210 | 50 | 330 | 70 | 520 | 120 | 840 | 180 | |||||||
| Св. 30 до 50 | 62 | 16 | 100 | 20 | 160 | 40 | 250 | 50 | 390 | 80 | 620 | 140 | 1000 | 200 | |||||||
| Св. 50 до 80 | 74 | 18 | 120 | 30 | 190 | 40 | 300 | 60 | 460 | 100 | 740 | 160 | 1200 | 240 | |||||||
| Св. 80 до 120 | 87 | 20 | 140 | 30 | 220 | 50 | 350 | 70 | 540 | 120 | 870 | 180 | 1400 | 280 | |||||||
| Св. 120 до 180 | 100 | 30 | 160 | 40 | 250 | 50 | 400 | 80 | 630 | 140 | 1000 | 200 | 1600 | 320 | |||||||
| Св. 180 до 250 | 115 | 30 | 185 | 40 | 290 | 60 | 460 | 100 | 720 | 160 | 1150 | 240 | 1850 | 380 | |||||||
| Св. 250 до 315 | 130 | 30 | 210 | 50 | 320 | 70 | 520 | 120 | 810 | 180 | 1300 | 260 | 2100 | 440 | |||||||
| Св. 315 до 400 | 140 | 40 | 230 | 50 | 360 | 80 | 570 | 120 | 890 | 180 | 1400 | 280 | 2300 | 460 | |||||||
| Св. 400 до 500 | 155 | 40 | 250 | 50 | 400 | 80 | 630 | 140 | 970 | 200 | 1550 | 320 | 2500 | 500 | |||||||
σ - допустимая погрешность измерения, мкм
Приложение 3
Метрологические характеристики средств измерения
| Средство измерений | Условное обозначе- ние | Цена деления шкалы, мкм | Предел измерения, мм | Интервалы измеряемых размеров | |||||||
| До 10 | 10-50 | 50-80 | 80-120 | 120-180 | |||||||
| Предельная погрешность СИ, Δ, мкм | |||||||||||
| Штангенинструмент | |||||||||||
| Штангенциркуль (при измерении вала) | ШЦ | 0,1 | 0-125 | 100 | 150 | 150 | 170 | 190 | |||
| 0,1 | 0-160 | 100 | 150 | 150 | 170 | 190 | |||||
| 0,05 | 0-160 | 80 | 80 | 90 | 100 | 100 | |||||
| 0,02 | 0-250 | 40 | 40 | 45 | 45 | 45 | |||||
| Штангенциркуль (при измерении отверстий) | ШЦ | 0,1 | 0-125 | 100 | 150 | 150 | 170 | 190 | |||
| 0,1 | 0-160 | 100 | 150 | 150 | 170 | 190 | |||||
| 0,05 | 0-160 | 100 | 80 | 90 | 100 | 100 | |||||
| 0,02 | 0-250 | 100 | 40 | 45 | 45 | 45 | |||||
| Микрометрические инструменты | |||||||||||
| Микрометры гладкие | МК 0-го кл. | 0,01 | 0-25 | 4,5 | 5,5 | - | - | - | |||
| МК 1-го кл | 0,01 | 0-25 и более | 7 | 8 | 9 | 10 | 12 | ||||
| МК 2-го кл | 0,01 | 0-25 и более | 12 | 13 | 14 | 15 | 18 | ||||
| Микрометрический глубиномер | МГ 1-го кл | 0,01 | 0-25 и более | 14 | 16 | 18 | 22 | 30 | |||
| МГ 2-го кл | 0,01 | 0-25 и более | 22 | 25 | 30 | 35 | 45 | ||||
| Микрометрический нутромер | МН 1-го кл | 0,01 | 25-75 и более | - | - | 18 | 22 | 30 | |||
| МН 2-го кл | 0,01 | 25-75 и более | - | - | 20 | 25 | 30 | ||||
| Рычажно-механические приборы | |||||||||||
| Скоба индикаторная | СИ | 0,1 | 0-50 и более | 7 | 7 | 7,5 | 7,5 | 8 | |||
| Скоба рычажная | СР 0-го кл. | 0,002 | 0-25 и более | 3 | 3 | 3,5 | 3,5 | 4 | |||
| СР 1-го кл | 0,002 | 0-25 и более | 3 | 3,5 | 4 | 4,5 | 5 | ||||
| Микрометры рычажные | МР | 0,02 | 0-25 | 3 | 4 | - | - | - | |||
| МРИ | 0,02 | 100…125 | - | - | - | - | 5 | ||||
| Нутромер индикаторный с измерительной головкой типа ИГ | НИ | 0,001 | 3-6 | 3 | 3 | - | - | - | |||
| 6-10 | - | - | - | - | - | ||||||
| 10-18 | - | - | - | - | - | ||||||
| Нутромер индикаторный с измерительной головкой типа 2ИГ | НИ | 0,002 | 18-50 | 3,5 | 4 | 4 | - | - | |||
| Нутромер индикаторный с измерительной головкой типа ИЧ | НИ 0 кл. | 0,01 | 18-50 | 5,5 | 5,5 | - | - | - | |||
| НИ 1 кл. | 0,01 | 18-50 | 8 | 8 | - | - | - | ||||
| Глубиномер индикаторный с индикатором типа ИЧ | ГИ 0 кл. | 0,01 |
| 11 | 11 | 12 | 12 | 13 | |||
| ГИ 1 кл. | 0,01 | - | 16 | 16 | 17 | 17 | 18 | ||||
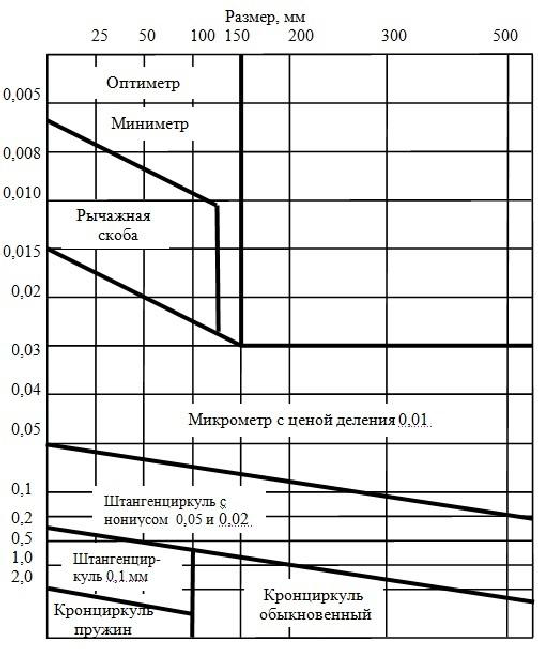
Рисунок 1 - Выбор средств контроля валов

Рисунок 2 - Выбор средств контроля отверстий







Полезное для учителя


Распродажа видеоуроков!

1750 руб.
2500 руб.

1670 руб.
2380 руб.

1810 руб.
2590 руб.
1680 руб.
2400 руб.
Курсы ПК и ППК для учителей!

800 руб.
4000 руб.
800 руб.
4000 руб.

800 руб.
4000 руб.

800 руб.
4000 руб.
ПОЛУЧИТЕ СВИДЕТЕЛЬСТВО МГНОВЕННО
* Свидетельство о публикации выдается БЕСПЛАТНО, СРАЗУ же после добавления Вами Вашей работы на сайт
Удобный поиск материалов для учителей
Проверка свидетельства