План-конспект занятия на тему "Правила оформления маршрутных карт" для специальности 23.02.06 Техническая эксплуатация подвижного состава (локомотивы)
Создайте Ваш сайт учителя Курсы ПК и ППК Видеоуроки Олимпиады Вебинары для учителей
Правила оформления маршрутных карт
Вы уже знаете о суперспособностях современного учителя?

Тратить минимум сил на подготовку и проведение уроков.

Быстро и объективно проверять знания учащихся.

Сделать изучение нового материала максимально понятным.

Избавить себя от подбора заданий и их проверки после уроков.

Наладить дисциплину на своих уроках.

Получить возможность работать творчески.
Просмотр содержимого документа
«Правила оформления маршрутных карт»
ПЛАН ЗАНЯТИЯ
По дисциплине МДК.03. Разработка технологических процессов, конструкторско-технической и технологической документации
Для специальности 23.02.06 «Техническая эксплуатация подвижного состава (локомотивы)»
Тема: Правила оформления маршрутных карт
Тип занятия: урок изложения нового материала, практическое занятие;
Форма проведения: комбинированный
Цели занятия:
1. Образовательная:
Изучить технологические процессы, их виды, необходимую документацию, научиться составлять маршрутную карту технологического процесса;
2. Воспитательная:
Формирование интереса к профессии;
Формируемые ОК и ПК:
ОК 1 – 9;
ПК 3.1, 3.2
Оборудование к уроку:
персональный компьютер;
проектор;
Литература: «Правила оформления технологической документации» Инструкция для выполнения практических работ, курсового и дипломного проектирования. специальность 15.02.08 «Технология машиностроения», 27.02.02 «Техническое регулирование и управление качеством». Управление образования и науки Липецкой области Г(О)БОУ СПО «Липецкий машиностроительный колледж», 2015 г.
Электронные образовательные ресурсы:
Локальная сеть;
Электронный учебник;
Сеть Интернет.
ПЛАН ЗАНЯТИЯ:
| № | Этап урока | Содержание этапов урока | Время, мин |
| 1 | Организационный момент Цели для преподавателя: - создать условия для возникновения у обучающихся внутренней потребности включения в учебную деятельность; - способствовать повышению мотивации учения. Цели для обучающихся: - включиться в учебную деятельность; - подготовиться к восприятию нового учебного материала | Проверка наличия обучающихся. Объявление плана занятия.
| 5 |
| 2 | Начальный этап Цели этапа занятия достигаются посредством: - постановки общих целей; - разъяснения роли изучаемого содержания в процессе формирования конкретных общих и профессиональных компетенций; - раскрытия значения изучаемого содержания для будущей профессиональной деятельности;
| Целевая установка на урок по теме.
| 10 |
| 3 | Изучение нового материала | Изучение нового материала по электронному учебнику и выполнение практической работы | 50 |
| 4 | Закрепление учебного материала - посредством тестирования | Опрос по пройденной теме | 15 |
| 5 | Рефлексия
| Самоанализ занятия, обсуждение со студентами | 10 |
Правила оформления маршрутных карт.
Маршрутная карта (МК) — технологический документ, содержащий описание всех технологических операций в последовательности их выполнения без указания переходов и технологических режимов. В МК указываются так же данные по оборудованию, оснастке, материальным, трудовым и другим нормативам.
МК применяют в серийном, мелкосерийном и опытном производстве в качестве основного самостоятельного документа.
МК является обязательным, документом любого технологического процесса.
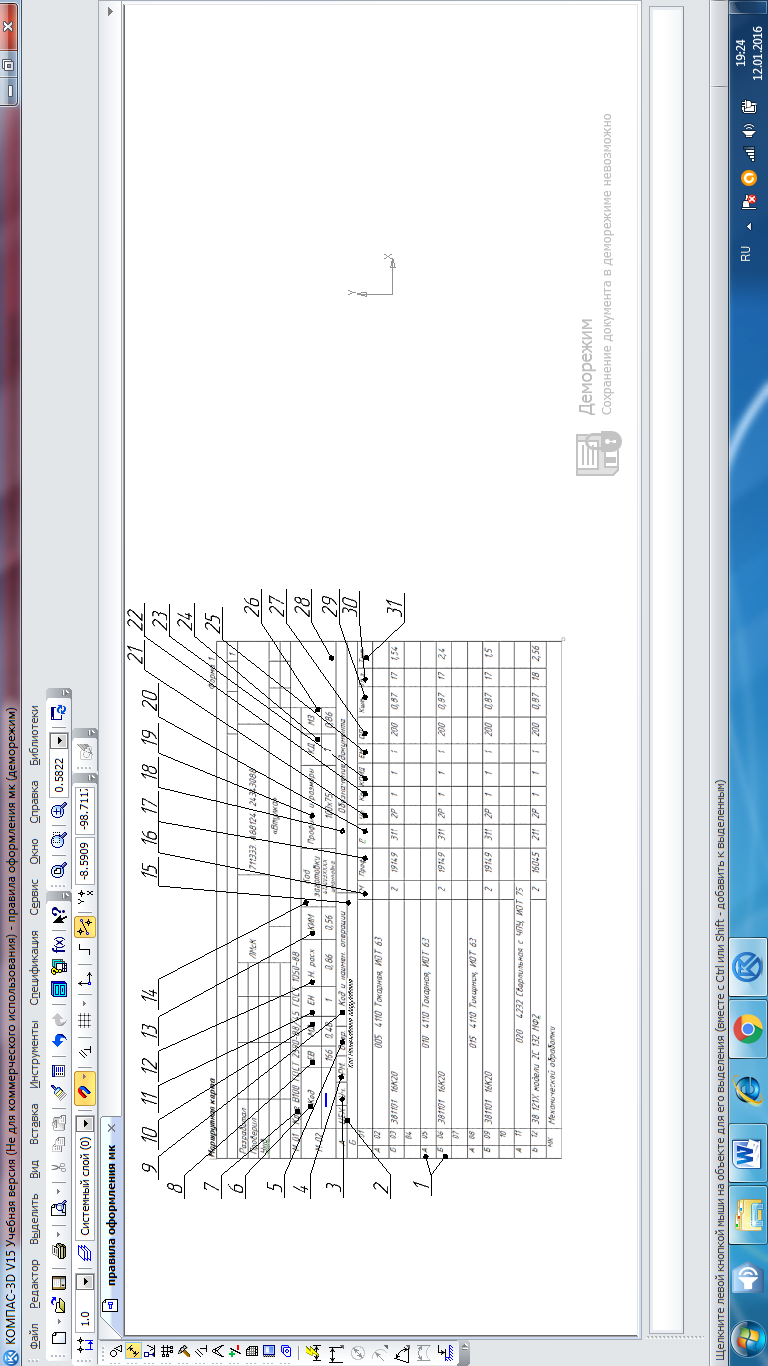
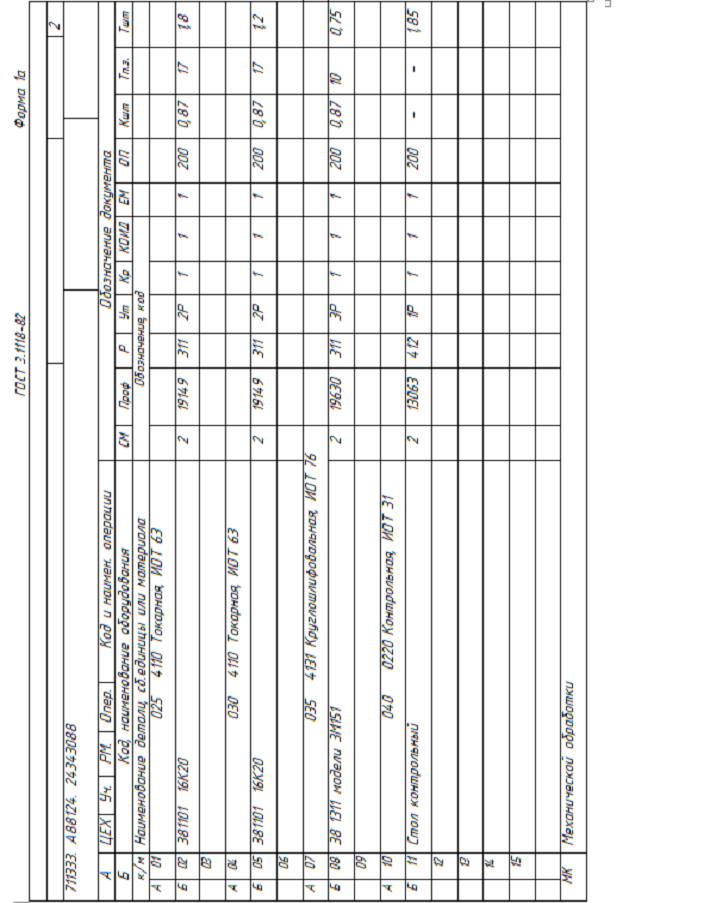
Пример заполнения формы МК с применением маршрутно-операционного описания приводится ниже.
1) Информация технологического процесса в МК вносятся построчно несколькими типами строк. Каждому типу строки соответствует служебный символ, смотри таблицу 1.
Таблица 1
| Обозначение служебного символа | Содержание информации, вносимой в графы, расположенные на строке |
| А | Номер цеха, участка, рабочего места, номер операции, код и наименование операции, обозначение документов, применяемых при выполнении операции. Вертикальные штрихи в строках ориентируют место заполнения информации в соответствии с определенной графой. (Символ применяется только для документов с горизонтальным полем подшивки). |
| Б | Код, наименования оборудования и информация по трудозатратам. Вертикальные штрихи в строках ориентируют место заполнения информации в соответствии с определенной графой. (Символ применяется только для документов с горизонтальным полем подшивки). |
| К | Информация по комплектации изделия (сборочной единицы) составными частями с указанием наименования деталей, сборочных единиц, их обозначений, обозначения подразделений, откуда поступают комплектующие составные части, кода единицы величины, "единицы нормирования, количества на издание и нормы расхода (применяются только для форм с горизонтальным расположением поля подшивки). |
| М | Информация с применяемом основном материале и исходной заготовке, информация о применяемых вспомогательных и комплектующих материалах с указанием наименования и кода материала, обозначения подразделений откуда поступают материалы, кода единицы нормирования и нормы расхода. |
Продолжение таблицы 1.
| Обозначение служебного символа | Содержание информации, вносимой в графы, расположенные на строке |
| О | Содержание операции (перехода). Информация заполняется по всей строке. При необходимости, продолжение информации переносятся на последующие. При маршрутной или маршрутно-операционной степени детализации описания операций содержание всех или отдельных операций записывается в МК. Запись технологических операций и переходов обработки резанием устанавливается правилами ГОСТ 3.1702-79. В виду отсутствия эскиза с номерами поверхностей, указывают конкретные размеры. |
| Т | Информация о применяемой при выполнении операции технологической оснастке. Перечисление информации выполняется по всей строке через разделительный знак (точка с запятой). При необходимости продолжение информации переносится на последующие строки. Информацию записывают в такой последовательности: приспособления; вспомогательный инструмент; режущий инструмент; слесарно-монтажный инструмент; операционный инструмент; применяемый при выполнении специфических технологических процессов (операций); средства измерения. |
Номер цеха, в котором выполняется операция. В учебном процессе графу можно заполнять в виде условного кода «XX».
Номер участка. В учебном процессе графу можно заполнить в виде условного кода «XX».
Номер рабочего места. В учебном процессе графу можно заполнить в виде условного кода «XX».
Номер операции в технологической последовательности изготовления или ремонта изделия (включая контроль и перемещение).
005,010,015,020, ...
Это удобно, во-первых, для обработки средствами вычислительной техники, во- вторых, имеется резерв для внесения изменений и дополнений.
Код на материал. В графе проставляется прочерк, т.к. код заготовки (см. п. 14) включает в себя марку материала.
Наименование, сортамент, размер и марка материала, обозначение стандарта, технических условий, т.е. данные, которые в текстовых документах обычно записываются дробью в виде:
| Круг | В 25 ГОСТ 2590-88 Сталь 45 ГОСТ 1050-88 |
В данной графе запись выполняется на уровне одной строки с применением разделительного знака дроби "/".
Код единицы величины детали, заготовки. Учитывая, что масса детали, как правило, дается в «кг», то согласно классификатору для данной размерности следует ставить код 166 (для «г» -163, «т» -168).
Код операции согласно классификатору технологических операций, например:
- для расточной операции
- для горизонтально-расточной операции
После кода операции, записывается её наименование согласно терминологическим стандартам (ГОСТ 17420-72, ГОСТ 3.1702-79 ...). Как правило, наименование операций определяется по наименованию технологического оборудования, т.е.:
токарно-револьверная;
вертикально-сверлильная; горизонтально-фрезерная и т.п.
Краткая форма наименования операций - токарная, сверлильная, фрезерная и т.п. - приемлема только для единичного маршрутного технологического процесса.
Масса детали по конструкторскому документу.
Единица нормирования, на которую установлена норма расхода материала, например: 1,10,100.
Норма расхода материала. Если из заготовки предусматривается изготовить несколько детей, то указывается масса материала, которая приходится на одну деталь. Если из заготовки изготавливается лишь одна деталь, то данные этой графы совпадают с графой «Масса заготовки» (без учета массы отреза).
Коэффициент использования материала - приближенное отношение массы детали к норме расхода.
Код заготовки. В учебном процессе можно ограничиться кодом высшей классификационной группировки (только шесть первых цифр), который выбирается из соответствующего классификатора. Низшую классификационную группировку (четыре цифры после точки) достаточно дать условно в виде «ХХХХ».
В нижней части графы указывается вид заготовки, например, отливка, прокат, поковка и т.п.
Код оборудования включает в себе высшую (шесть первых цифр) и низшую (четыре цифры после точки) классификационную группировку, см. выписку из классификатора, представленную в таблице 2. В учебном процессе можно ограничиться высшей классификационной группировкой, низшую классификационную группировку достаточно дать условно в виде «ХХХХ».
Таблица 2
| Код КЧ | Наименование продукции | Основные параметры | ГОСТ,ОСТ, ТУ |
| 38 1210 Станки сверлильные 38 1212 Станки вертикально-сверлильные настольные (диаметр сверления до 12 мм) по ГОСТ 1227-79 Е | |||
| 38 1212 1000 | Станки вертикально- сверлильные настольные одношпиндеольные | Наибольший условный диаметр сверления – 1,5 мм | |
| 38 1212 1100 38 1212 1101 | Станок вертикально- сверлильный настольный одношпиндеольный повышенной точности модель С-ЗМ | 1,5 | |
| 38 1212 1200 | Станки вертикально- сверлильные настольные одношпиндеольные |
3 | |
| 38 1212 1201 38 1212 1202 38 1212 1203 | Станок вертикально- сверлильный настольный одношпиндеольный -модель С-156 -модель С-106 -повышенной точности -модель 2Н103П -модель 2В103П | 3 3 3 | ТУ 2-024-3176-72 то же то же |
16) Коды степени механизации труда устанавливаются в соответствии с формой 2 статистического отчета промышленных машиностроительных предприятий, утвержденной ЦОУ от 05.10.81 смотри таблицу 3.
Таблица 3
| Код | Степень механизации труда |
| 1 | Наблюдение за работой автоматов |
| 2 | Работа при помощи машин и автоматов |
| 3 | Вручную при машинах и механизмах |
| 4 | Вручную не при машинах и механизмах |
| 5 | Вручную по наладке и ремонту машин и механизмов |
Код профессий согласно классификатору.
Обозначение документов, ИОТ (инструкций по охране труда см. ГОСТ 3.1120- 83), применяемых при выполнении данной операции. Состав документов следует указывать через разделительный знак «;», с возможностью, при необходимости, переноса информации на следующие строки.
Полноту отражения требований охраны труда в документах устанавливает разработчик с учетом особенностей выполнения технологического процесса (операции). В учебном процессе можно использовать типовые инструкции по охране труда.
Обозначение профиля и размера заготовки рекомендуется давать в следующем виде:
для поковок, штамповок, литья и т.п. указываются габаритные размеры от меньшего к большему;
для проката, например: в виде прямоугольника - 30x60x200, квадрата - 30x200, круга - ∅30x200 и т.п.
Разряд работы, необходимый для выполнения операции. Код включает в себя три цифры: первая цифра - разряд работы в соответствии со справочником, две последующие - код формы и систем оплаты труда, а именно:
10 - сдельная форма оплаты труда;
11 - сдельная форма оплаты труда прямая;
12 - сдельная форма оплаты труда премиальная;
13 - сдельная форма оплаты труда прогрессивная;
20 - повременная форма оплаты труда;
21 - повременная система оплаты труда простая;
22 - повременная система оплаты труда премиальная.
21) Код условий труда, в котором первая цифра - код условий труда по классификатору ОКПДТР (см. таблицу 4.), две последующие - код вида нормы. Код вида нормы устанавливается отраслевыми классификаторами, поэтому в учебном процессе достаточно ограничиться условным обозначением, приведенным в таблице 5.
Таблица 4.
| Код | Условия труда |
| 1 | Нормальные |
| 2 | Тяжелые и вредные |
| 3 | Особо тяжелые, особо вредные |
| Таблица 5. | |
| Код | Вид нормы времени |
| Р | Аналитически-расчетная |
| И | Аналитическая исследовательская |
| X | Хрономегражная |
| О | Опытно-статистическая |
Количество исполнителей, занятых при выполнении операции.
Количество одновременно изготавливаемых (обрабатываемых, рекомендуемых) деталей (сборочных единиц) при выполнении одной операции.
Количество деталей, изготавливаемых из одной заготовки.
Единица нормирования, на которую установлена норма времени, например: 1, 10,100.
Масса заготовки.
Объем производственной партии в штуках. Графа заполняется только в серийном типе производства и учитывает партию деталей. При заполнении второй графы, относящейся к транспортной операции, здесь учитывается величина объема транспортной партии.
Графа для особых указаний. В учебном процессе графа не заполняется.
Коэффициент штучного времени при многостаночном обслуживании выбирается из таблицы 6.
Таблица 6.
| Количество обслуживаемых станков | 1 | 2 | 3 | 4 | 5 | 6 | 7 |
| Коэффициент | 1 | 0,65 | 0,48 | 0,39 | 0,35 | 0,32 | 0,3 |
30) Норма подготовительно-заключительного времени на операцию.
31) Норма штучного времени на операцию.








Похожие файлы
Полезное для учителя



Распродажа видеоуроков!

1410 руб.
2350 руб.

1340 руб.
2240 руб.

1340 руб.
2240 руб.

1330 руб.
2220 руб.
Курсы ПК и ППК для учителей!
800 руб.
4000 руб.

2760 руб.
13800 руб.

800 руб.
4000 руб.

800 руб.
4000 руб.
ПОЛУЧИТЕ СВИДЕТЕЛЬСТВО МГНОВЕННО
* Свидетельство о публикации выдается БЕСПЛАТНО, СРАЗУ же после добавления Вами Вашей работы на сайт
Удобный поиск материалов для учителей
Проверка свидетельства